超硬ロータリーバーは、高品質のタングステンカーバイド素材で作られており、タングステン鋼ロータリーバーとも呼ばれます。通常、高速電動グラインダーまたはワインドツールで使用されます。鋳鉄、鋳鋼、炭素鋼、合金鋼、ステンレス鋼、焼き入れ鋼、銅、アルミ等の加工に幅広く使用できます。
1、標準 形 分類:

一般的な超硬ロータリーバーは上記19種類の形状に分けられ、円筒形、球形、火炎頭形などがよく使われます。国内ではA、B、Cなどの文字がそれぞれの形状を直接表しており、海外では通常 と略されます。 ZYA、KUD、RBFなどの文字。
高速鉄道業界では、次の 5 つの歯の形状も使用されています。

2、分類 of 切断 角 歯:
通常、片刃パターンの超硬ロータリー バーは、柔らかい非鉄金属、プラスチック、柔らかい高張力鋼、または硬質木材の加工作業に適していますが、クロスエッジ パターンは、より高い切断性能を生み出すために硬い材料に適しています。鋳鉄、鋳鋼、ワークピースの研削作業で作られたグラスファイバープラスチック材料。
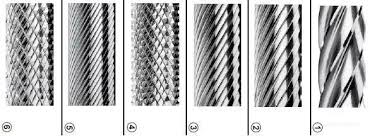
超硬回転バーの各形状は、ブレードの歯形状の特定の操作上のニーズに応じて選択できます。一般的な標準的な歯形状は、上記の 6 つを参照できます。このうち、各歯の形状は以下に該当します。
① アルミニウム用歯 – 特にアルミニウム合金、真鍮、マグネシウムなどの軟質金属に適しています。歯のピッチが広いため、迅速なクリーンアップ切断に役立ちます。
② 粗い歯パターン – 青銅、錫、亜鉛、純銅、その他の容易に機械加工できる材料などの柔らかい材料に推奨します。
③ 中歯パターン/標準歯パターン – あらゆる種類の鋼(調質鋼を含む)、鋳鋼、およびほぼすべての金属材料の加工に適しています。このプロファイルでは良好な表面仕上げと比較的高い加工効率。
④ ダイヤモンド歯パターン - この歯パターンは、高合金鋼、ステンレス鋼、マグネシウム合金、ねずみ鋳鉄、ジルコニウムニッケル鋼の加工に適しており、動作中の切りくずの破砕によって引き起こされる悪影響を効果的に回避します。
⑤ 緻密な歯パターン - 高い表面品質を必要とする仕上げ加工やその他の機械加工、特にロックウェル硬度 (HRC) が 66 以下の焼き入れ鋼に適しています。
⑥ クロス歯形 – あらゆる金属材料(調質鋼、耐食性材料を含む)に適しており、加工時の振動が少なく制御が容易な歯形です。
別の種類の切りくず破壊歯型があり、そのような歯型の選択に基づいて単一の歯ヤスリに基づいて、より長いチップ材料の加工に使用でき、① ② ③ ⑤ ヤスリ歯に適用できます。

3、炭化物 rオタリー バリ サイズ 選択:
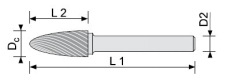
超硬回転バーのサイズの選択は主にヘッド直径 Dc とシャンク直径 D2 に基づいて行われ、ヘッドブレード直径 L2 と全長 L1 は特定の作業要件に応じて選択できます。
標準超硬ロータリーバー:シャンク径(D2)は3mm、6mm、8mmが中心で、2.35mmもございます。シャンク長さは使用上の共通仕様です。
拡張シャンク超硬回転バー: この種のシャンクの長さは、特定の作業条件に応じて選択できます。一般的には 75mm、100mm、150mm、300mm があり、接触が困難な領域や深い領域の加工に非常に適しています。シャンクは長いほど良いです。長すぎると研削作業中に振動が発生し、作業効果に影響を与えるためです。
マイクロカーバイド回転バー: この種の回転バーのヘッドの直径は小さく、一般にシャンクの直径は 3 mm です。同心度が高いのでステーション部品等のトリミングに適しています。
4、炭化物 rオタリー バリ コーティング:
一般的に、メッキ処理のない回転バリには特別な要件はありません。次に、回転バーのメッキ処理により、主に工具の寿命が延長され、切粉の除去状態が改善され、耐熱性と非付着性が向上し、切削能力が向上します。
投稿日時: 2023 年 6 月 17 日